
 benlong
benlong 





دستگاه جوش خودکار نقطهای + تماسی
دستگاه جوش نقطهای نقرهای (Ag) اتوماتیک به تماس ثابت با کنترل فشار سروو و اینورتر فرکانس متوسط. تغذیهکنندههای ارتعاشی دوگانه، توزیع خمیر لحیم اختیاری. جوشهای پایدار و کممقاومت برای رلهها، سوئیچها و قطعکنندههای مدار. طراحی فیکسچر سفارشی.
دستگاه جوش نقطهای نقرهای خودکار و تماسی ثابت
این دستگاه جوشکاری اتوماتیک با نقطه اتصال نقرهای برای ایجاد جوشهای مقاومتی با دقت بالا بین کنتاکتهای نقرهای و سرهای کنتاکت استاتیک (ثابت) ساخته شده است. این دستگاه از یک سیستم فشار جوشکاری کنترلشده با سروو موتور استفاده میکند که امکان اعمال نیروی جوش برنامهریزیشده با دقت بالا را فراهم میکند؛ منبع تغذیه جوشکاری اینورتر با فرکانس متوسط، ویژگیهای خروجی انرژی پایداری را فراهم میکند؛ و سیستم توزیع خودکار خمیر لحیم، قبل از هر جوش، روانساز یا خمیر را روی سطوحی که باید جوش داده شوند، اعمال میکند. این دستگاه بهطور خاص برای تولید انبوه کنتاکتهای الکتریکی جهت استفاده در رلهها، سوئیچها و قطعکنندههای مدار ساخته شده است.
این دستگاه به گونهای طراحی شده است که از دو سیستم تغذیه ارتعاشی جداگانه (یکی برای تغذیه نقاط نقرهای برای جوشکاری و دیگری برای تغذیه کنتاکتهای ثابت برای جوشکاری) استفاده کند و قطعات را به طور خودکار به محلهای جوشکاری تعیین شده هدایت کند. طراحی کاربرپسند آن به گونهای است که اپراتور فقط باید پارامترها را در HMI تنظیم کند، قطعات را در تغذیهکنندههای ارتعاشی مربوطه بریزد، دکمه شروع را برای شروع کار فشار دهد و دستگاه کاملاً خودکار است و قطعات را یا از طریق نوار نقاله خروجی یا سطل جمعآوری در پایان چرخه تخلیه میکند.
فشار جوشکاری توسط سرووها کنترل میشود تا استحکام و درخشندگی یکنواخت هنگام اتصال قطعات تضمین شود. فناوری جوشکاری فرکانس متوسط برای تولید جوشهای تکرارپذیر با سرعت بالا و با کاهش سایش الکترود، برتر است.
تحویل استاندارد: 30-45 روز | طراحی فیکسچر سفارشی | توزیع خمیر لحیم اختیاری

دستگاه جوش اتوماتیک نقطه نقرهای و تماس ثابت چیست؟
دستگاه جوش خودکار نقطهای نقرهای، یک دستگاه جوش مقاومتی تخصصی است که برای اتصال یک نقطه اتصال کوچک آلیاژ نقره (نقطه نقرهای) به یک ترمینال اتصال ثابت (سر اتصال استاتیک) استفاده میشود. این مجموعه در دستگاههای سوئیچینگ ولتاژ پایین مانند رلهها، کنتاکتورها و قطعکنندههای مدار ضروری است زیرا مقاومت اتصال کم و مقاومت مکانیکی بالا ضروری است. این دستگاه از یک منبع تغذیه اینورتر فرکانس متوسط (معمولاً ۱۰۰۰ تا ۴۰۰۰ هرتز) برای تولید پالس جوشکاری دقیق استفاده میکند. سر جوش توسط یک سروو موتور هدایت میشود، بنابراین گزینههای پروفایل نیروی قابل برنامهریزی (یعنی لمس نرم، نیروی زیاد، مکث) در دسترس هستند. یک توزیعکننده خمیر لحیم خودکار اختیاری، شار یا خمیر را برای بهبود خیس شدن و کاهش اکسیداسیون به سطح جوشکاری اعمال میکند. این دستگاه را میتوان توسط کاسههای ارتعاشی یا تغذیهکنندههای نوار تغذیه کرد و قادر است به طور مداوم در حالت بدون مراقبت کار کند. از آنجایی که این یک راه حل سفارشی غیر استاندارد است، ما هندسه الکترود، طراحی فیکسچر و سیستم تغذیه را به طور خاص برای ابعاد نقطهای نقرهای و تماس شما طراحی خواهیم کرد.
پروفایل نیروی قابل برنامهریزی (پیش از پرس، جوش، نگهداشتن) برای کیفیت اتصال پایدار.
زمان بالا آمدن سریع، پاشش حداقل و عمر طولانی الکترود.
برای بهبود خیس شدن و کاهش اکسیداسیون، از قبل روانساز/خمیر را روی سطوح جوشکاری اعمال میکند.
جهتگیری و تغذیه خودکار نقاط نقره و کنتاکتهای ثابت.
فرآیند جوشکاری و ویژگیهای کلیدی

مشخصات فنی
| کاربرد جوشکاری | نقطه نقره (Ag، AgSnO2، AgNi) به تماس ثابت (مس، برنج) |
|---|---|
| منبع تغذیه جوشکاری | اینورتر فرکانس متوسط DC، ۱۰۰۰ تا ۴۰۰۰ هرتز، محدوده انرژی قابل برنامهریزی |
| کنترل فشار جوشکاری | موتور سروو، محدوده نیرو قابل برنامهریزی (معمولاً ۵۰ تا ۵۰۰ نیوتن)، دقت ±۵۱TP3T |
| خمیر لحیم خودکار | پخشکننده پنوماتیک یا پریستالتیک، حجم قابل برنامهریزی (میکرولیتر)، اختیاری |
| سیستم تغذیه | دو کاسه ارتعاشی مستقل (تغذیه کننده نقطه نقره ای + تغذیه کننده تماسی ثابت) |
| زمان چرخه جوشکاری | تقریباً ۱.۵ تا ۲.۵ ثانیه برای هر مونتاژ (بسته به اندازه قطعه) |
| پانسمان الکترود | ایستگاه پانسمان خودکار یا دستی (اختیاری) |
| سیستم کنترل | PLC (زیمنس/میتسوبیشی) به همراه HMI، قابلیت ذخیره سازی دستور پخت برای بیش از 20 نوع محصول |
| خروجی داده | CSV/MES از طریق اترنت؛ انرژی، نیرو و تعداد چرخه جوش ثبت میشود |
| منبع تغذیه و هوا | ۳۸۰ ولت ±۱۰۱TP3T ۵۰ هرتز | هوای فشرده ۰.۵-۰.۷ مگاپاسکال (برای تغذیهکنندهها و توزیعکنندهها) |
جریان فرآیند دقیق (توالی اپراتور و ماشین)
فرآیند جوشکاری خودکار مراحل زیر را دنبال میکند:
- تنظیم پارامتر HMI و اپراتور، پارامترهای جوشکاری قابل اجرا (مثلاً نیرو، انرژی، زمان و حجم خمیر) را برای نوع خاص محصول بر اساس الزامات مشخصات ارائه شده برای آن محصول تعیین میکنند.
- بارگذاری کامپوننت – اپراتور نقاط نقره و کنتاکتهای ثابت را در فیدرهای ارتعاشی مربوطه میریزد.
- شروع – اپراتور دکمه شروع را فشار میدهد؛ دستگاه به طور خودکار شروع به کار میکند.
- تغذیه و جهت گیری – فیدرها اجزا را جهتدهی و از هم جدا میکنند؛ آنها یا توسط اپراتور برای برداشتن و گذاشتن ارائه میشوند یا برای پشتیبانی به داخل یک لانه جوشکاری میلغزند.
- کاربرد خمیر لحیم (اختیاری) – یک پخشکننده مقدار دقیقی از روانساز/خمیر را به سطح جوش اعمال میکند.
- قرار دادن قطعات – نقطه نقرهای روی اتصال ثابت (یا برعکس) در الکترود جوشکاری قرار میگیرد.
- جوشکاری – سروو موتور نیروی برنامهریزیشده اعمال میکند؛ منبع تغذیه با فرکانس متوسط، پالس جوشکاری را ارائه میدهد.
- نظارت بر کیفیت – نظارت اختیاری بر انرژی و جابجایی جوش؛ موارد رد شده شناسایی میشوند.
- تخلیه – مجموعه نهایی به داخل یک سطل جمعآوری یا روی یک نوار نقاله خروجی پرتاب میشود.
- تکرار چرخه - تولید خودکار پیوسته.
مزایای فنی اصلی
فشار جوشکاری کنترلشده توسط سروو
برخلاف سیستمهای پنوماتیک، سروو پرس، پروفیلهای نیروی دقیق و قابل برنامهریزی را ارائه میدهد (مثلاً، پیشپرس برای جلوگیری از حرکت قطعه، سپس اعمال نیروی زیاد در حین جوشکاری، و سپس نگهداشتن فشار). این امر، پرش ضربه را از بین میبرد و استحکام اتصال پایدار را تضمین میکند.
جوشکاری اینورتر فرکانس متوسط
MFDC (جریان مستقیم با فرکانس متوسط) زمان خیزش سریع (کمتر از 1 میلیثانیه) و خروجی جریان ثابت، مستقل از نوسانات ولتاژ خط را ارائه میدهد. در مقایسه با AC یا تخلیه خازنی، منجر به پاشش کمتر، سایش کمتر الکترود و ثبات جوش بهتر میشود.
توزیع خودکار خمیر لحیم
استفاده از پیش روانساز یا خمیر روانساز در فصل مشترک نقره و مس، ترشوندگی را بهبود میبخشد، اکسیداسیون را کاهش میدهد و انرژی جوشکاری مورد نیاز را کم میکند - این امر به ویژه برای آلیاژهای نقره با مقاومت تماسی بالا اهمیت دارد.
انعطافپذیری دو فیدر
این دستگاه میتواند طیف گستردهای از اندازههای نقطه نقرهای (با قطر ۱ تا ۸ میلیمتر) و اشکال تماسی ثابت را پردازش کند. ابزار تعویض سریع، امکان تغییر بین خانوادههای محصول را در کمتر از ۲۰ دقیقه فراهم میکند.
















داستان موفقیت مشتری
یک تولیدکننده رله خودرو نیاز داشت تا کنتاکتهای اکسید قلع-نقره را به ترمینالهای ثابت برنجی متصل کند. این شرکت در هر شیفت ۲۵۰۰ مونتاژ تولید میکرد. سیستم جوشکاری پنوماتیک قبلی نیروهای ناهماهنگی ایجاد میکرد و الکترودها اغلب به سرعت فرسوده میشدند. با ارتقاء فرآیند تولید خود با دستگاه جوش نقطهای نقرهای کاملاً اتوماتیک ما با کنترل سروو و فناوری MFDC، این تولیدکننده مزایای زیر را تجربه کرده است:
این دستگاه با کاهش دوبارهکاری و هزینههای الکترود کمتر، هزینه خود را در عرض ۷ ماه جبران کرد.
کاربردها و اجزای معمول
مهندسی سفارشی و تحویل
درخواست قیمت جوشکاری تماسی نقره سفارشی
لطفاً نمونههای نقطه نقرهای و کنتاکت ثابت خود را برای تجزیه و تحلیل توسط تیم مهندسی ما در اختیار ما قرار دهید تا به شما در تعیین بهترین پروفیل فشار سروو، پارامترهای MFDC و توزیع خمیر لحیم مورد نیاز (در صورت وجود) به همراه تجزیه و تحلیل دقیق بازگشت سرمایه کمک کنیم.
واتساپ: +86 150 5837 0007 | ایمیل: xsb@benlongkj.cn | پشتیبانی انگلیسی و چینی
چرا بنلونگ را برای جوشکاری با تماس نقره انتخاب کنیم؟
- ۱۵+ سال سابقه طراحی ماشینهای جوشکاری تماسی نقره برای قطعات الکتریکی
- فناوری سروو فشار + MFDC اثباتشده برای جوشهای پایدار و کممقاومت
- ساخت فیدر و الکترود در داخل شرکت - تحویل سریع
- امکان توزیع خمیر لحیم برای آلیاژهای دشوار جوشکاری
- خدمات جهانی و پشتیبانی قطعات یدکی
شامل موارد زیر است: دستگاه سفارشی معمولی
۱ سال گارانتی؛ سطل زباله؛ محفظه ایمنی؛ الکترودهای جوشکاری سفارشی؛ PLC زیمنس با HMI؛ توزیعکننده خودکار خمیر لحیم (اختیاری)؛ تغذیهکنندههای ارتعاشی دوگانه (نقطه نقرهای + تماس ثابت)؛ منبع تغذیه اینورتر فرکانس متوسط؛ سر جوشکاری سروو موتور با حسگر نیرو.
سوالات متداول
پروفایلهای نیروی قابل برنامهریزی (لمس نرم، نیروی بالا، زمان توقف) برای کنترل سروو به همراه قابلیت اندازهگیری نیروهای تولید شده توسط سروو در دسترس هستند. در مقایسه با سیستمهای پنوماتیک، کنترلهای سروو، پرش ضربه را از بین میبرند، در نتیجه عمر الکترودها را طولانیتر کرده و ثبات استحکام اتصال را در طول چرخههای متعدد بهبود میبخشند.
MFDC پالسهای جریان ثابت با افزایش سریع ارائه میدهد که با نوسانات ولتاژ خط تغییر نمیکنند. کاربران در هنگام جوشکاری با جریان DC نسبت به روشهای جوشکاری AC یا تخلیه خازنی، از پاشش کمتر، نفوذ بیشتر و افزایش عمر الکترود بهرهمند میشوند.
بیشتر اتصالات نقره-مس را میتوان بدون خمیر لحیم کرد. با این حال، استفاده از خمیر، خیس شدن را افزایش میدهد و هنگام کار با آلیاژهای نقره با محتوای اکسید بالا (مانند AgSnO2) یا هنگام لحیم کاری روی مس به شدت اکسید شده، به انرژی کمتری نیاز دارد. هر نمونهای که ارائه میدهید، آزمایش خواهد شد تا ارزیابی شود که آیا خمیر برای آن کاربرد خاص ضروری است یا خیر.
پایش انرژی جوش (WEM) (اختیاری) انرژی واقعی جوش (بر اساس ولتاژ و جریان) را با مشخصات موجود در پرونده مقایسه میکند. حسگرهای جابجایی و نیرو میتوانند قطعات گمشده یا قطعاتی که به اشتباه قرار گرفتهاند را تشخیص دهند.
این دستگاه معمولاً قادر به کار با قطر نقاط بین ۱ تا ۸ میلیمتر است. برای قطرهای بزرگتر یا اشکال مستطیلی، به الکترود و ابزار تغذیه سفارشی برای آن کاربردها نیاز خواهید داشت.
محصولات مرتبط

دستگاه لحیم کاری اتوماتیک RCBO PCBA
مشاهده جزئیات
دستگاه جوش خودکار قاب نگهدارنده دو فلزی MCB
مشاهده جزئیات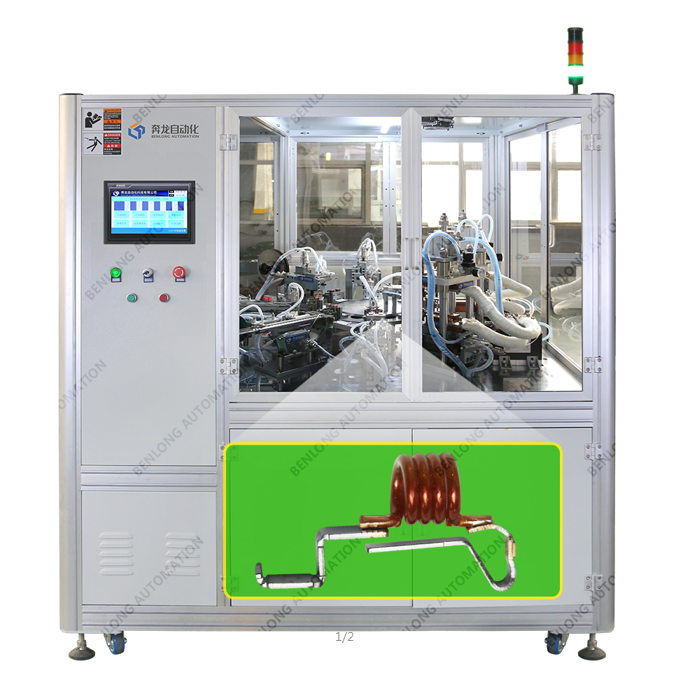
دستگاه جوش اتوماتیک مجموعه تریپ مغناطیسی MCB
مشاهده جزئیات
دستگاه جوش اتوماتیک MCB دو فلزی + کنتاکت متحرک + نوار مسی
مشاهده جزئیات

