
 benlong
benlong 



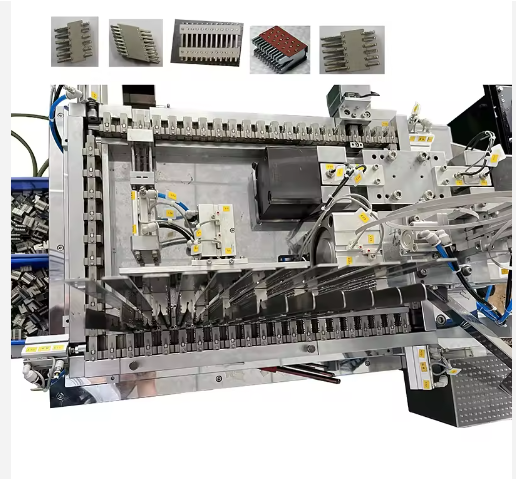

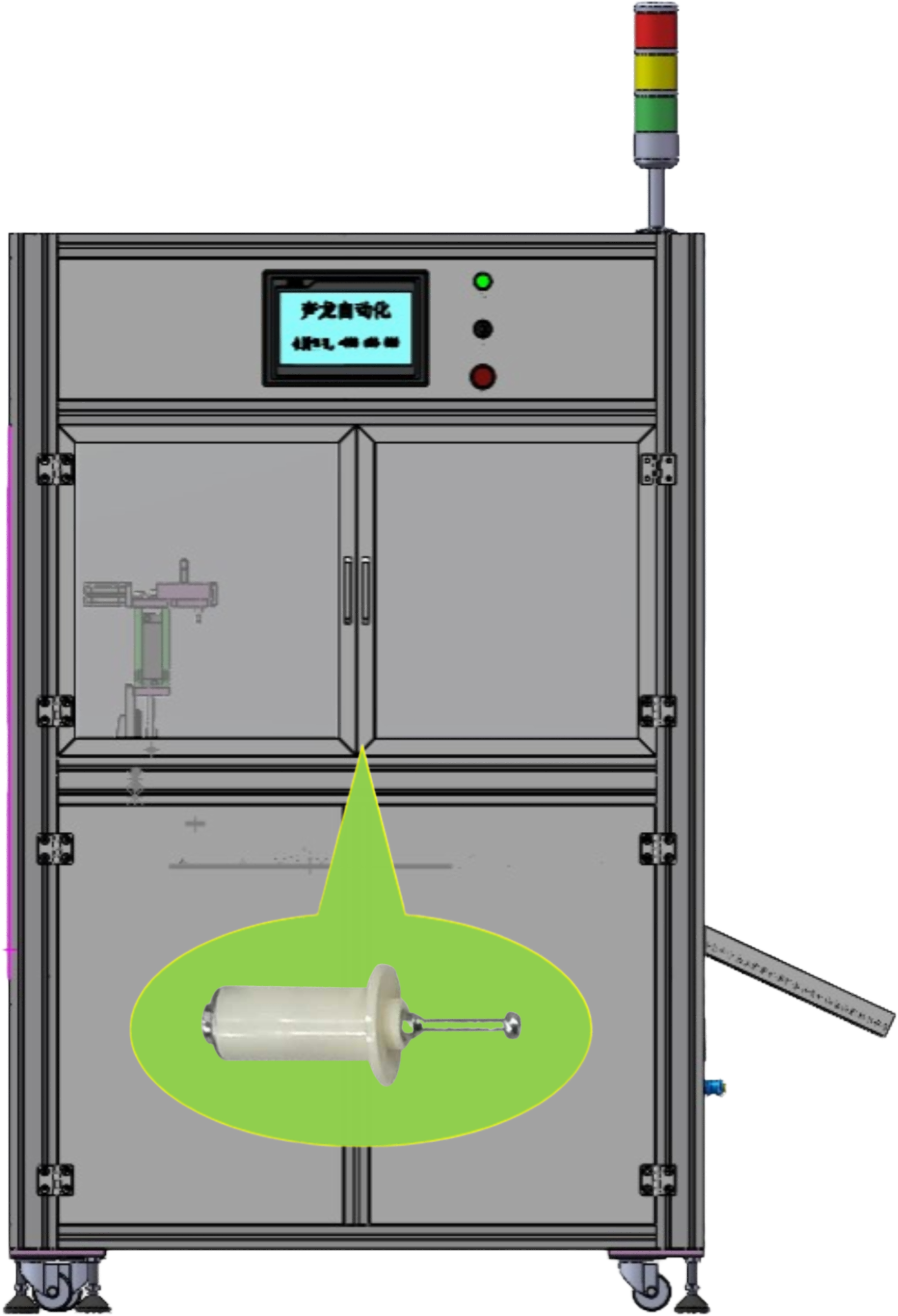
Machine d'assemblage semi-automatique MCB Arc-chute
Machine semi-automatique d'assemblage de chutes d'arc pour disjoncteurs différentiels (MCB) – chargement manuel + empilage, alignement et pressage automatisés. Faible investissement initial, compatible avec plusieurs modèles, automate Omron, système pneumatique Festo/SMC. Réduit le temps d’assemblage de 50 à 70 %, diminue les pannes sur site. Retour sur investissement en moins de 9 mois. Évolution idéale par rapport aux lignes manuelles.
Machine d'assemblage semi-automatique de goulotte d'arc MCB
Cette machine d'assemblage pour chambres d'extinction d'arc des disjoncteurs miniatures vous permettra d'accroître votre cadence de production d'un composant essentiel à l'extinction rapide des arcs électriques lors d'un défaut électrique. Le chargement des composants est manuel et leur assemblage est automatisé et de haute précision (empilage, alignement et pressage). Le processus d'assemblage est piloté par un automate programmable. Le positionnement précis des composants et la sécurité de la machine sont contrôlés par des capteurs optiques et d'autres dispositifs tout au long de l'assemblage.
Cette machine offre un excellent compromis entre un faible coût d'investissement et une productivité d'assemblage nettement supérieure, tout en garantissant une qualité de produit constante. Elle constitue ainsi une solution flexible et fiable pour la production en moyennes et grandes séries de différents modèles de disjoncteurs miniatures. Elle représente l'évolution idéale d'une ligne manuelle, sans les coûts d'une automatisation complète. Le rendement varie en fonction du nombre de plaques pouvant être insérées dans la goulotte d'arc, mais les temps de cycle optimisés seront adaptés à votre modèle de disjoncteur miniature spécifique.
Livraison standard : 30 à 45 jours | Semi-automatique (chargement manuel) | Compatible multi-modèles

Qu'est-ce qu'une machine d'assemblage semi-automatique MCB Arc Chute ?
La machine d'assemblage de chambres de coupure pour disjoncteurs miniatures (MCB) est l'élément central de l'assemblage semi-automatisé de 10 à 20 plaques métalliques estampées pour former une chambre de coupure complète. Cette chambre de coupure sert à éteindre l'arc électrique lors du déclenchement d'un disjoncteur miniature. La chambre de coupure assemblée comprend deux composants principaux : la base et les plaques. Ces deux éléments sont chargés manuellement par l'opérateur sur le dispositif de chargement ou le magasin de la machine. Après leur chargement, la machine empile, aligne et presse les plaques. Des capteurs vérifient le nombre de plaques et leur alignement une fois l'empilage correct, avant que la presse pneumatique ou servo-hydraulique n'applique une force contrôlée sur les plaques assemblées. Ce procédé représente un investissement initial plus important que les lignes d'assemblage entièrement automatisées, tout en améliorant considérablement la régularité et le débit par rapport à l'assemblage manuel. L'outillage étant une solution sur mesure, il sera spécifique à la conception de vos plaques de chambre de coupure et à la série de disjoncteurs miniatures (MCB) dont les conceptions ne sont pas standard.
Une solution idéale pour passer des lignes manuelles à une automatisation complète sans en supporter le coût.
Compatible avec différents modèles de goulottes d'arc MCB et configurations de plaques grâce à un outillage à changement rapide.
L'automate programmable Omron avec vérification par capteurs garantit un comptage et un alignement corrects des plaques.
Vérins pneumatiques Festo/SMC, interface homme-machine MCGS et outillage de précision.
Processus d'assemblage et principaux avantages

Spécifications techniques
| capacité de production | Cela dépend du nombre de plaques par goulotte d'arc (généralement 10 à 20 plaques/assemblage). |
|---|---|
| Dimensions de la machine (L×P×H) | 820 × 580 × 1 800 mm |
| Tension | 220 V CA |
| Pression atmosphérique | 0,6 MPa |
| Type d'automatisation | Semi-automatique (chargement manuel + empilage/pressage automatisé) |
| Produit concerné | Chute d'arc MCB (modèles variés, nombre de plaques 10‑20) |
| PLC | Omron (Japon) |
| Écran tactile IHM | MCGS et Xinjie (Chine) |
| Cylindres pneumatiques | Festo (Allemagne) et SMC (Japon) |
| Disponibilité des pièces d'origine | Apparence et interface (personnalisables) |
Principaux avantages pour le client – Ce que cette machine résout
Avantage 1 : Réduit le temps d’assemblage de 50 %‑70%
Le processus d'assemblage manuel des goulottes à arc nécessite en moyenne 30 à 60 secondes (empilement et pressage de 10 à 20 plaques). L'équipement réduit considérablement ce temps de cycle à 10-20 secondes, ce qui augmente significativement la productivité sans accroître les effectifs. Le retour sur investissement est généralement de 6 à 9 mois.
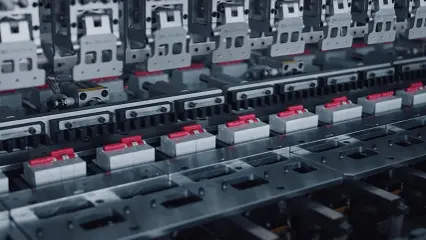
Avantage 2 : Élimine les défauts d’alignement des plaques
Un mauvais alignement des plaques dû à un empilement manuel entraîne généralement une extinction d'arc inefficace et des défaillances sur site. L'outillage de précision et les capteurs automatiques de la machine garantissent un alignement parfait des plaques à chaque empilement, réduisant ainsi considérablement les rebuts et les retouches.
Avantage 3 : Accès à l’automatisation à faible coût
Cette machine semi-automatique offre une solution plus économique pour passer d'une production manuelle à une production automatisée, contrairement aux équipements entièrement automatisés qui nécessitent des investissements importants. Un seul opérateur gérant plusieurs modules, vos coûts d'exploitation seront réduits et vos bénéfices augmentés.
Avantage 4 : Changement rapide pour plusieurs modèles de disjoncteurs miniatures
Vous pouvez modifier différents styles de goulottes d'arc (nombre de plaques, formes, hauteur d'empilement) en moins de 20 minutes grâce à un outillage pré-centré et aux paramètres de recette de l'automate programmable. Généralement, aucun changement d'outillage coûteux n'est nécessaire pour de nombreuses familles de modèles.
















Succès client – Comment un fabricant de disjoncteurs miniatures a augmenté sa production de 80%
Après avoir utilisé une machine semi-automatique pour fabriquer des goulottes à arc automatiques avec trois employés (1 200 par jour), les défauts dus au mauvais alignement des plaques ont été réduits de trois pour cent des défaillances sur le terrain à zéro, car l'assemblage des plaques était désormais suffisamment précis pour éliminer tous les défauts qui provoquaient un dysfonctionnement ou une autre défaillance des goulottes à arc.
La machine s'est amortie en 8 mois, après quoi elle est devenue la référence pour leur norme d'assemblage de goulottes à arc.
Applications – Les domaines où cette machine apporte le plus de valeur ajoutée
Ingénierie et livraison sur mesure
Demandez un devis pour une machine d'assemblage de goulottes cintrées sur mesure
Envoyez-nous des échantillons de vos plaques de goulotte d'arc et de vos cibles de sortie, et nos ingénieurs concevront une machine d'assemblage semi-automatique adaptée à votre MCB, incluant une analyse complète du retour sur investissement.
Renseignez-vous dès maintenant
WhatsApp : +86 150 5837 0007 | Courriel : xsb@benlongkj.cn | Assistance en anglais et en chinois
Pourquoi choisir Benlong pour l'assemblage de votre goulotte à arc ?
- Plus de 15 ans d'expérience en conception machines d'assemblage semi-automatiques pour les composants MCB
- Solution d'automatisation d'entrée de gamme éprouvée et peu coûteuse – idéale pour les petites et moyennes entreprises manufacturières
- Automate programmable Omron avec vérification par capteurs pour un assemblage sans défaut
- Outillage à changement rapide pour plusieurs modèles de MCB
- Assistance mondiale en matière de service et de pièces détachées
La machine standard comprend
Ce magasin de plaques à goulotte arquée comprend une station d'empilage/pressage automatique ; un automate programmable Omron ; une interface homme-machine MCGS ; des vérins pneumatiques Festo/SMC ; un dispositif de sécurité avec démarrage à deux mains ; un jeu d'outillage de changement ; un manuel d'utilisation ; une garantie d'un an.
Foire aux questions
Le nombre de plaques par goulotte d'arc détermine le rendement. Une goulotte d'arc standard de 13 plaques a un temps de cycle de 10 à 15 secondes par unité. Cela correspond à 240 à 360 unités par heure, selon la cadence de production de l'opérateur.
L'opérateur charge manuellement les plaques dans un magasin ou un dispositif de fixation, en regard de chaque chambre de soudage à l'arc. Simultanément, la machine empile, aligne et presse automatiquement chaque plaque. Ce type de conception est moins coûteux et élimine quasiment toutes les erreurs humaines liées à la manipulation manuelle des chambres de soudage à l'arc.
Cette machine utilise des capteurs de comptage de plaques (inductifs ou optiques) et un système de vérification de la hauteur d'empilement pour détecter les plaques manquantes ou en surnombre. Dans ce cas, elle s'arrête et informe l'opérateur qu'un assemblage a été réalisé incorrectement et est donc défectueux.
La machine utilise un outillage rapidement interchangeable (magasin d'outillage, dispositif d'empilage, outil de presse) pour passer d'un type de goulotte à arc à un autre en moins de 20 minutes. Les paramètres de l'automate programmable, basés sur des recettes, ajustent également la force de pressage et la séquence d'empilage.
La machine ne fonctionne pas lorsque les mains de l'opérateur se trouvent dans sa zone de travail pendant le cycle automatique. Elle est équipée de deux boutons de démarrage manuel, de barrières immatérielles de sécurité et d'un arrêt d'urgence.
Produits associés
Machine d'assemblage automatique de noyaux de fer magnétiques MCB
Voir les détails
Machine d'assemblage automatique de noyau de vanne solénoïde
Voir les détails
machine d'insertion automatique de contacts pour contacteurs CA
Voir les détails
Machine d'assemblage automatique pour contacts principaux et auxiliaires de contacteurs CA
Voir les détails
machine d'assemblage automatique pour écrous et rondelles d'étanchéité
Voir les détails

