
 benlong
benlong 





Автоматическая сварочная линия с термопредохранителем MCB
Автоматизированная линия сварки термораспределительных устройств MCB с роботизированными ячейками, визуальным выравниванием (±0,05 мм), замкнутым контуром управления энергией и полной прослеживаемостью. Поддерживает различные размеры биметаллических элементов. Быстрая смена. Для крупносерийного производства термораспределительных устройств, соответствующих стандарту IEC 60898-1.
Высокоточная автоматизированная линия сварки для термопредохранителей автоматических выключателей.
Эта автоматическая сварочная линия для термораспределителей в миниатюрных автоматических выключателях (MCB) представляет собой современное оборудование, специально разработанное для высокоточной сварки биметаллических термораспределителей, используемых в миниатюрных автоматических выключателях (MCB). Конструкция линии ориентирована на крупносерийное производство и включает в себя несколько роботизированных сварочных ячеек, мониторинг процесса сварки в реальном времени и интеллектуальные системы контроля качества (QA), обеспечивающие стабильную работу каждого термораспределителя на протяжении всего производственного процесса. Высокоточные системы визуального выравнивания используют передовые оптические технологии для достижения точности позиционирования на микрометровом уровне. Благодаря замкнутому контуру управления параметры сварки остаются оптимальными на протяжении всего производственного цикла, что обеспечивает стабильную прочность сварного шва и электрические характеристики, необходимые для производства термораспределителей, соответствующих стандарту IEC 60898-1.
Разработка по индивидуальному заказу: 90-120 дней | Интеграция под ключ | Роботизированная сварка + выравнивание с визуальным контролем

Что такое автоматическая сварочная линия с термореле MCB?
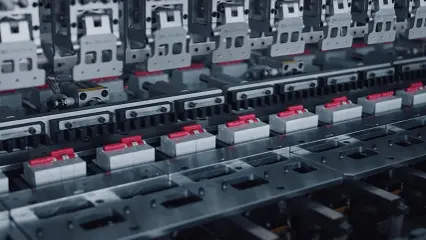
Полностью автоматизированная или полуавтоматизированная сварочная линия для автоматических выключателей с использованием технологии термопроекционной сварки представляет собой производственную систему, которая приваривает биметаллические полосы (компонент, отвечающий за защиту от тепловой перегрузки) к их опорным рамам и/или токонесущим клеммам. Приваренная биметаллическая полоса/узел имеет решающее значение для характеристик теплового срабатывания автоматических выключателей, поскольку сварка создает электрическое соединение с низким сопротивлением.
Высокоскоростная, воспроизводимая установка и сварка биметалла к опорной раме.
Точное позиционирование с микронной точностью обеспечивает правильное положение биметаллической пластины, что крайне важно для точности срабатывания.
Регулировка энергии/силы в реальном времени компенсирует износ электрода и вариации параметров детали.
Разработан с учетом особенностей вашей биметаллической геометрии, несущей рамы и производственных целей.
Характеристики линии и процесс сварки

Технические характеристики
| Совместимость с биметаллическими полосками | Длина 10–40 мм, ширина 3–15 мм, толщина 0,3–1,2 мм (изготовление на заказ других размеров) |
|---|---|
| Материалы несущего каркаса | Медный сплав, латунь, сталь (луженая или нелуженая) |
| Технология сварки | Контактная сварка (емкостная или инверторная постоянного тока) с программируемой энергией/силой. |
| Точность позиционирования | ±0,05 мм (с визуальным контролем) |
| Типичный результат (с возможностью настройки) | Оптимизировано для крупносерийного производства – подходит для выпуска более 10 000 единиц продукции за смену. |
| Время переналадки | Время между выпуском семейств продукции (рецептура + быстросменная оснастка) составляет менее 30 минут. |
| Контроль качества | Контроль энергии сварки в процессе сварки, опционально станция для измерения сопротивления сварному шву или испытания на растяжение. |
| система управления | ПЛК (Siemens/Mitsubishi) с HMI, регулировкой параметров в замкнутом контуре, хранением рецептов. |
| Прослеживаемость | Для каждого компонента используется штрихкод или RFID-метка; результаты тестирования привязываются к серийному номеру. |
| Электропитание и подача воздуха | 380 В ±10% 50 Гц | Сжатый воздух 0,5-0,7 МПа |
Основные технические преимущества (нестандартная конструкция, разработанная по индивидуальному заказу)
Выравнивание зрения на микроуровне
Камеры высокого разрешения определяют положение и ориентацию биметалла перед сваркой, обеспечивая стабильное расположение соединения даже при отклонениях детали от параметров штамповки.
Управление энергией с обратной связью
Контроллер сварочного аппарата отслеживает напряжение, ток и длительность каждого импульса. Если рассчитанная энергия отклоняется от целевого значения, контроллер автоматически компенсирует это, предотвращая холодную сварку или чрезмерное разбрызгивание металла.
Быстросменная модульная оснастка
Предварительно центрированные сварочные электроды и зажимные приспособления позволяют менять размеры биметаллических электродов менее чем за 30 минут. В файлах рецептов хранятся параметры сварки для каждого семейства изделий.
Интегрированная прослеживаемость
Каждому свариваемому компоненту присваивается уникальный идентификатор (лазерная маркировка или штрихкод). Линия хранит параметры сварки, результаты визуального контроля и решения о прохождении/непрохождении контроля для обеспечения полной прослеживаемости на протяжении всего жизненного цикла – что крайне важно для аудитов на соответствие стандартам ISO 9001 и IEC.
















История успеха клиента (нестандартная линейка продукции, изготовленная на заказ)
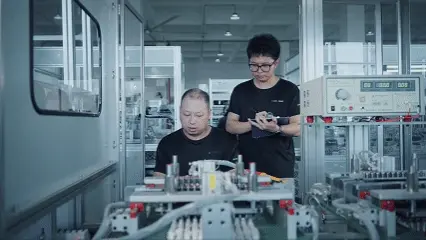
Одна из крупнейших европейских компаний по производству миниатюрных автоматических выключателей (МВУ) ранее выпускала многочисленные партии биметаллических полос двумя основными способами (ручным и сборочным). Для дальнейшего повышения эффективности производства и снижения себестоимости за счет автоматизации процессов европейскому производителю МВУ потребовалась единая производственная линия для выпуска биметаллических полос трех разных размеров (6А, 20А, 63А) с минимальным временем переналадки (или минимальным количеством переналадок). Для достижения этой цели компания Benlong предоставила модульную линию сварки термореле с возможностью отключения, включающую:
Уровень дефектов на сварочной линии снизился с исходного показателя 0,80% до конечного показателя 0,07%, что позволило клиенту производить больше продукции для удовлетворения возросших потребностей в объеме производства без необходимости в дополнительных рабочих местах, требующих ручного труда.
Приложения и интеграция
Разработка и поставка по индивидуальному заказу
Запросите индивидуальное ценовое предложение на линию термосварки.
Пожалуйста, предоставьте образцы биметаллических материалов, чертежи необходимых вам опорных рам и предполагаемые объемы производства. Наши инженеры разработают индивидуальное решение для роботизированной сварки с полным замкнутым контуром управления процессом и полной отслеживаемостью для вашего применения.
WhatsApp: +86 150 5837 0007 | Электронная почта: xsb@benlongkj.cn | Поддержка на английском и китайском языках
Почему стоит выбрать компанию Benlong для сварки термокомпонентов?
- Более 15 лет опыта в дизайне. автоматизированные сварочные линии для тепловых расцепителей автоматических выключателей
- Внутренняя интеграция систем машинного зрения и программирование роботов.
- Управление энергией с обратной связью для обеспечения стабильного качества сварки
- Модульная конструкция – возможность расширения для очистки, маркировки или тестирования.
- Глобальная сервисная поддержка и поставка запасных частей.
Типичная линейка продукции, изготовленная на заказ, включает в себя:
Биметаллический подающий механизм · Модуль машинного зрения для выравнивания · Роботизированная система сварки (с разрядом конденсатора или инверторным постоянным током) · Контроллер сварки с замкнутым контуром · Система проверки качества после сварки (измеритель сопротивления или растяжения) · Дополнительная станция лазерной маркировки · (Программируемый логический компьютер) с интерфейсом оператора · Защитные кожухи · Более 20 различных рецептов для хранения типов продукции · Один комплект оснастки (для замены) · Гарантия 1 год.
Сварочный аппарат с магнитным расцепителем для автоматических выключателей
Автоматизированная сборочная линия MCB
Стенд для длительной термокалибровки автоматических выключателей MCB
Автоматизированная производственная линия MCCB
Применение робототехники в автоматизации
Часто задаваемые вопросы
Контактная сварка осуществляется с помощью емкостного разряда и инверторного постоянного тока. Емкостной разряд обеспечивает быструю, высокоэнергетическую “импульсную” сварку тонких, коротких биметаллических полос, в то время как инверторный постоянный ток обеспечивает больший контроль над процессом сварки более толстых материалов. Ваш выбор будет зависеть в первую очередь от толщины биметалла и материала, из которого изготовлена опорная рама.
Каждый импульс сварочной энергии (напряжение, ток и длительность) контролируется с помощью контроллера с замкнутым контуром. При отклонении от заданного профиля производится корректировка или отбраковка. Для непосредственной проверки сопротивления соединения может использоваться встроенная станция измерения сопротивления.
Да. Система визуального выравнивания может быть обучена распознаванию различных форм биметаллических заготовок с помощью настраиваемых подающих инструментов и сварочных электродов в зависимости от семейства изделий. Время переналадки на другие формы обычно составляет менее тридцати (30) минут.
Обычно сварные термозащитные комплекты передаются непосредственно на калибровочную станцию и включают в себя конвейерные линии связи и обмен данными (через Ethernet или ввод/вывод) для передачи калибровочному стенду информации о качестве сварки, что позволяет автоматически отбраковывать некачественные детали, поступающие на калибровку.
Для новой конструкции термопредохранителя (новый размер биметаллического элемента, опорная рама и оснастка) срок поставки обычно составляет 90-120 дней (включая проектирование, изготовление питателей, программирование систем машинного зрения и ввод в эксплуатацию). Для незначительных изменений существующей конструкции — 60-75 дней.
Сопутствующие товары

Автоматический сварочный аппарат с биметаллическим корпусом, подвижным контактом и медной оплеткой.
Просмотреть подробности
Автоматический сварочный аппарат для биметаллической опорной рамы автоматических выключателей MCB
Просмотреть подробности
Автоматический сварочный аппарат Silver Dot + Contact
Просмотреть подробности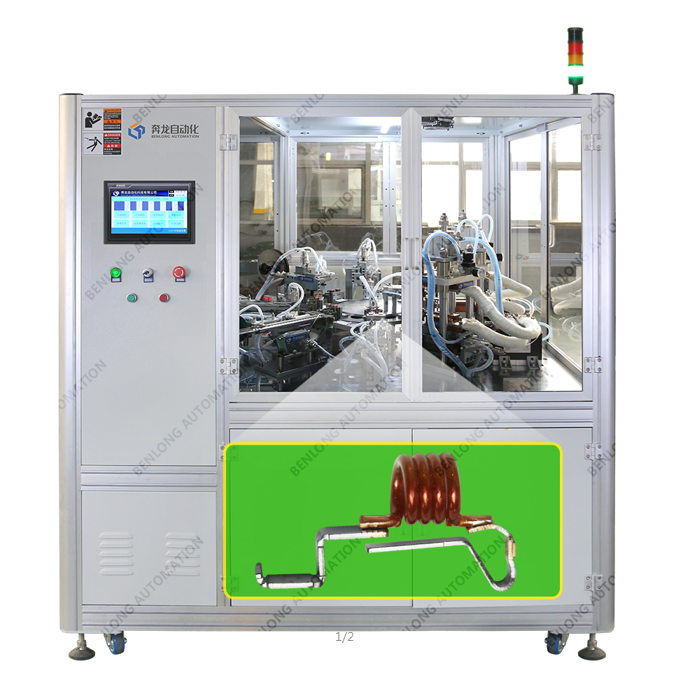
Автоматический сварочный аппарат с магнитным расцепителем для автоматических выключателей MCB
Просмотреть подробности

