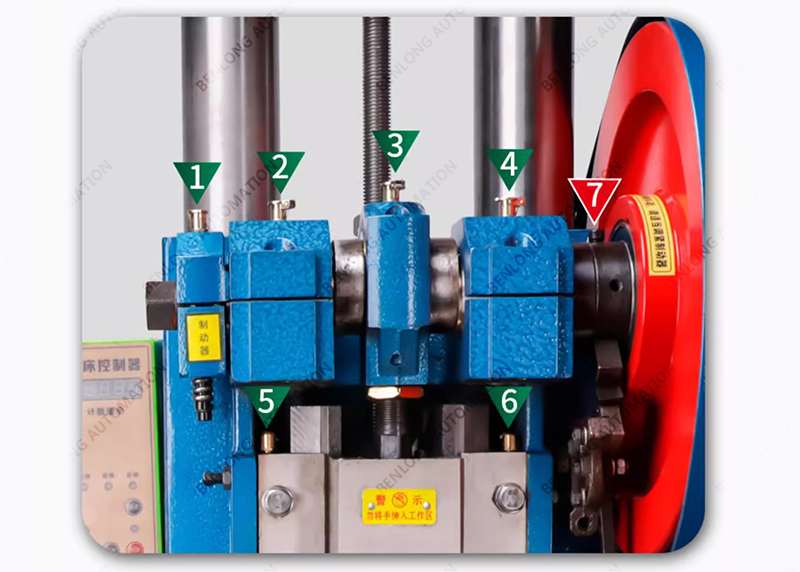
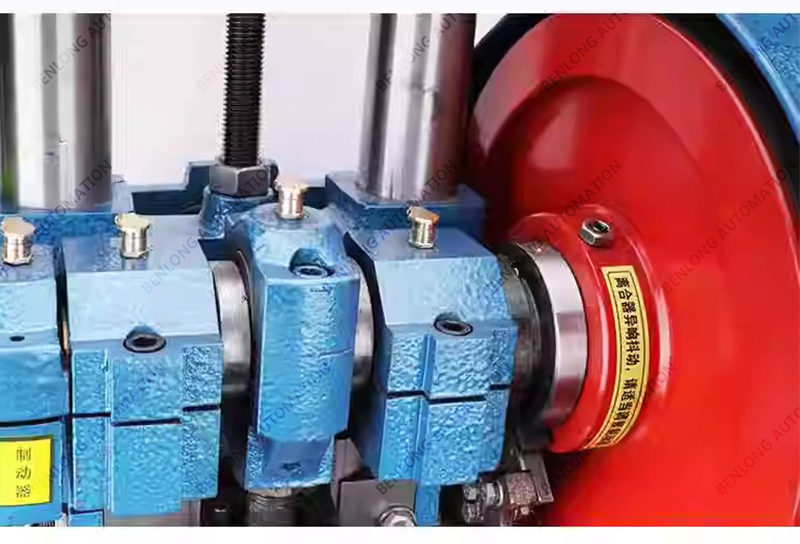
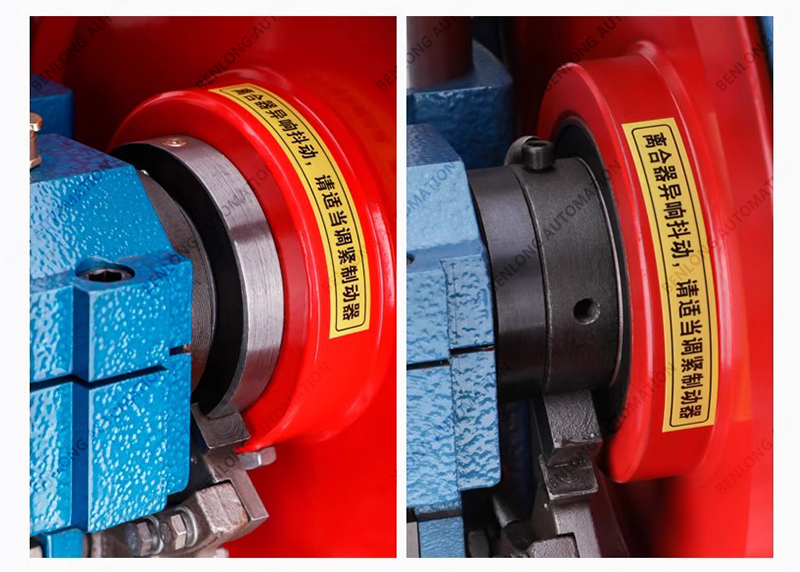
બુદ્ધિશાળી ચિપ નિયંત્રણ, ત્રણ સ્ટેમ્પિંગ મોડ્સ (પોઇન્ટિંગ સિંગલ પ્રેસ, લાંબી પ્રેસ સતત, સ્વચાલિત સતત, ઇલેક્ટ્રોનિક કાઉન્ટર (અનુકૂળ ગણતરી, શૂન્ય સુધી સાફ કરી શકાય છે) LED વર્ક લાઇટ સાથે આવે છે (અંધારાવાળા કાર્યકારી વાતાવરણને દૂર કરવા માટે). બે પ્રકારના ક્લચ 0.5/1/2T સામાન્ય હેતુવાળા ષટ્કોણ કેમ બોલ ક્લચ 1.5/3/4T અપનાવે છે ટર્ન કી ક્લચ મોટા ટનેજ પંચ પ્રેસ ક્લચ સ્ટ્રક્ચર, હાઇ-પાવર ફૂટ સ્વીચ ઓઇલ સીલ વોટરપ્રૂફ, વગેરે અપનાવે છે. દરેક મશીન "સ્લાઇડર સેફ્ટી બેલેન્સ એડજસ્ટમેન્ટ ડિવાઇસ" 5 ટકાવારી મીટર માપન દ્વારા ડિબગ ઇન કરે છે.
ધ્યાન:
મશીનને ઓવરલોડ કરવાની મનાઈ છે, અને પ્રોસેસ્ડ વર્કપીસનું અસર બળ મર્યાદિત શ્રેણી કરતાં વધુ ન હોવું જોઈએ.
મશીન લ્યુબ્રિકેશન પોઈન્ટ્સ, તેમજ ઘર્ષણ ભાગો, કાળજીપૂર્વક રિફ્યુઅલિંગ પર ધ્યાન આપો, પ્રતિ શિફ્ટ 2 વખતથી ઓછા નહીં.
મોટર ચાલુ કરતા પહેલા, ક્લચને છૂટો કરવો જોઈએ અને ફ્લાયવ્હીલને નિષ્ક્રિય સ્થિતિમાં રાખવી જોઈએ.
મોલ્ડ ક્લેમ્પિંગ સચોટ અને મજબૂત હોવું જોઈએ. મોલ્ડ વચ્ચે વાજબી અંતર રાખો, ઘણીવાર મોલ્ડની ધાર તીક્ષ્ણ રાખો.
મશીનના ભાગો યોગ્ય રીતે કામ કરે છે કે નહીં, કનેક્ટર્સ અને ફાસ્ટનર્સ છૂટા છે કે નહીં તે વારંવાર તપાસો. જો છૂટા પડે, તો તેને સમયસર કડક કરો. જો તમને લાગે કે મશીનના ભાગો ઘસાઈ ગયા છે, તો તેને સમયસર બદલવું આવશ્યક છે.
મશીન અને વિદ્યુત ઉપકરણો હંમેશા સ્વચ્છ, સૂકા રાખવા જોઈએ, લીકેજની ઘટના ન હોય. કામમાં, જેમ કે ખામીઓ અને વિસંગતતાઓ મળી આવે છે, તાત્કાલિક તપાસ અને સમારકામ માટે બંધ કરવું જોઈએ. રોગ સાથે કામ કરવાની મનાઈ છે, જેથી મશીનના ભાગો જામ થવા અથવા મોટર બળી જવા જેવા મોટા નુકસાનને ટાળી શકાય.
નિયમિતપણે વ્યાપક નિરીક્ષણ અને જાળવણી કરો.