

Автоматична виробнича лінія для зарядки постійного струму
Дивитися більше>>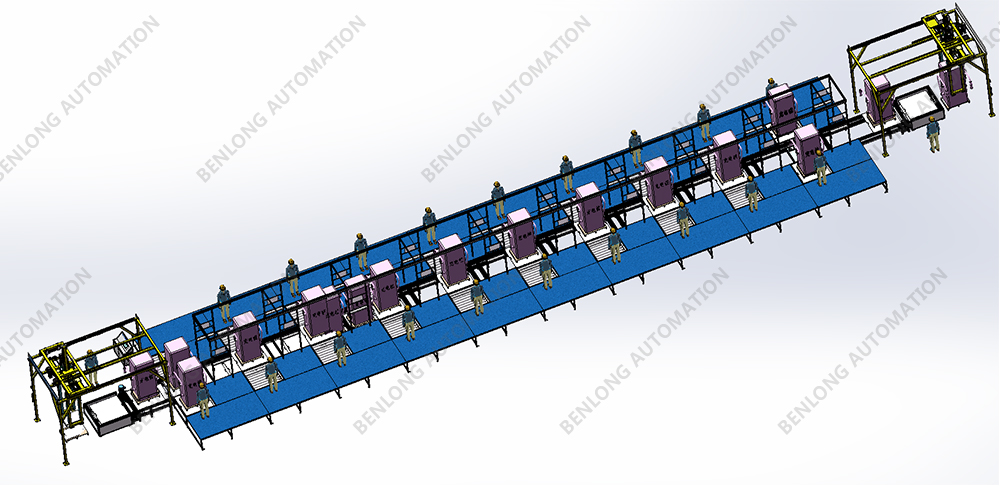
Застосовуваний монтаж: зарядна стовп постійного струму, зарядна стовп змінного струму, зарядна стовп з однією головкою, зарядна стовп з кількома головками, зарядна стовп на підлозі, настінний зарядний стовп
Функції обладнання: автоматизована система конвеєра, допоміжні засоби для робочої станції – вентилятор освітлення, повітряний тракт, розетка для ковзного гака, інтерфейс джерела повітря, екран відображення процесу, система виклику матеріалу, система сканування та зберігання тощо.
Регіональний підрозділ: зона складання, зона випробувань, зона старіння, зона випробувань, випробування герметичності, випробування спеціального захисту, зона пакування та палетування
Вимоги до виробничого майданчика: виробнича зона, зона зберігання матеріалів, логістичний канал, зона зберігання готової продукції, офісна зона та зона встановлення та розміщення спеціального обладнання.

Основні вимоги до конвеєра для зарядних станцій:
A. Виробнича потужність та час циклу лінії складання завантажувальних паль: 50 одиниць/8 год; Базовий виробничий цикл: 1 одиниця/хв, час виробництва: 8 год/зміна, 330 днів/рік.
B. Загальна довжина лінії складання завантажувальних паль: складальна лінія 33,55 м; складальна лінія, що підлягає перевірці 5 м, випробувальна лінія 18,5 м
C. Максимальна вага корпусу палі для конвеєра завантаження: 200 кг
D. Максимальні зовнішні розміри тіла палі: 1000X1000X2000 (мм)
E. Висота лінії складання завантажувальної купи: 400 мм.
F. Загальне споживання газу: Тиск стисненого повітря становить 7 кгс/см2, а швидкість потоку не перевищує 0,5 м3/хв (без урахування споживання газу пневматичними інструментами та пневматичними роботизованими маніпуляторами).
G. Загальне споживання електроенергії: вся складальна лінія не повинна перевищувати 30 кВА.
H. Шум на лінії складання зарядних паль: Загальний рівень шуму лінії становить менше 75 дБ (випробувано на відстані 1 м від джерела шуму).
I. Корпус конвеєра лінії завантаження та різні спеціалізовані машини розроблені з використанням передових та розумних технологій, з високим ступенем автоматизації. Логістика відповідає вимогам технологічного маршруту, а виробнича лінія не зазнає заторів або блокувань; Конструкція лінії є міцною та стабільною, з єдиним зовнішнім виглядом.
J. Лінія складання завантажувальних паль має достатню стійкість та міцність за нормальних робочих умов.
K. Корпус повітряної лінії лінії збору зарядних паль повинен мати достатню міцність, жорсткість та стійкість і не створювати загрози безпеці персоналу; у місцях, де спеціальні літаки та обладнання можуть загрожувати безпеці персоналу, мають бути встановлені відповідні захисні пристрої та попереджувальні знаки безпеки.

Основні вимоги до конвеєра для зарядних станцій:
A. Виробнича потужність та час циклу лінії складання завантажувальних паль: 50 одиниць/8 год; Базовий виробничий цикл: 1 одиниця/хв, час виробництва: 8 год/зміна, 330 днів/рік.
B. Загальна довжина лінії складання завантажувальних паль: складальна лінія 33,55 м; складальна лінія, що підлягає перевірці 5 м, випробувальна лінія 18,5 м
C. Максимальна вага корпусу палі для конвеєра завантаження: 200 кг
D. Максимальні зовнішні розміри тіла палі: 1000X1000X2000 (мм)
E. Висота лінії складання завантажувальної купи: 400 мм.
F. Загальне споживання газу: Тиск стисненого повітря становить 7 кгс/см2, а швидкість потоку не перевищує 0,5 м3/хв (без урахування споживання газу пневматичними інструментами та пневматичними роботизованими маніпуляторами).
G. Загальне споживання електроенергії: вся складальна лінія не повинна перевищувати 30 кВА.
H. Шум на лінії складання зарядних паль: Загальний рівень шуму лінії становить менше 75 дБ (випробувано на відстані 1 м від джерела шуму).
I. Корпус конвеєра лінії завантаження та різні спеціалізовані машини розроблені з використанням передових та розумних технологій, з високим ступенем автоматизації. Логістика відповідає вимогам технологічного маршруту, а виробнича лінія не зазнає заторів або блокувань; Конструкція лінії є міцною та стабільною, з єдиним зовнішнім виглядом.
J. Лінія складання завантажувальних паль має достатню стійкість та міцність за нормальних робочих умов.
K. Корпус повітряної лінії лінії збору зарядних паль повинен мати достатню міцність, жорсткість та стійкість і не створювати загрози безпеці персоналу; у місцях, де спеціальні літаки та обладнання можуть загрожувати безпеці персоналу, мають бути встановлені відповідні захисні пристрої та попереджувальні знаки безпеки.
Автоматична виробнича лінія для зарядки постійного струму
